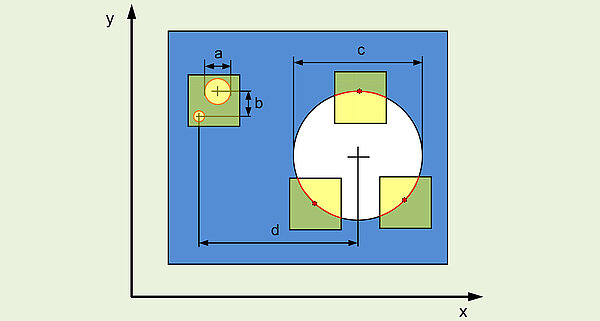
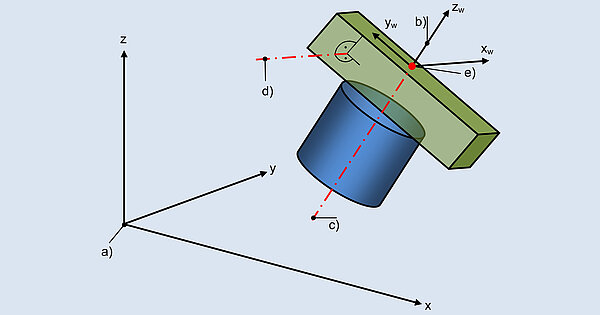
In Koordinatenmessgeräten werden für verschiedene Aufgaben unterschiedliche Koordinatensysteme eingesetzt, z. B. für Geräteachsen, Sensormessbereiche sowie Bezugssysteme am Werkstück und am CAD-Modell. Diese Koordinatensysteme stehen aufgrund des Funktionsprinzips der Geräte zueinander in Beziehung oder werden durch den Anwender für die Lösung bestimmter Messaufgaben bewusst in Beziehung gesetzt.
- Entwicklung
-
Geräte
- Koordinatenmessgeräte mit Kreuztisch
- Koordinatenmessgeräte mit Führungen in einer Ebene
- Koordinatenmessgeräte mit Portal
- Koordinatenmessgeräte mit Drehachsen
- Koordinatenmessgeräte für zweidimensionale Messungen
- Koordinatenmessgeräte mit Röntgentomografie
- Koordinatenmessgeräte für spezielle Anwendungen
- Sensoren
- Software
- Besonderheiten
- Genauigkeit
- Veröffentlichungen
- Literaturseite