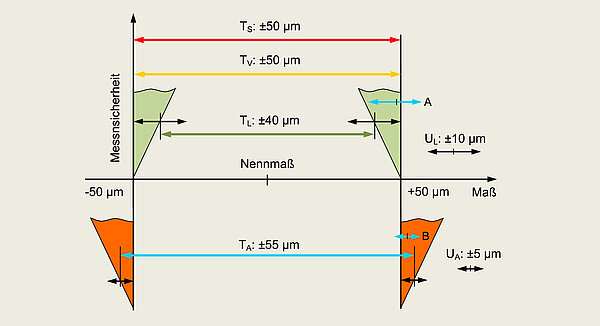
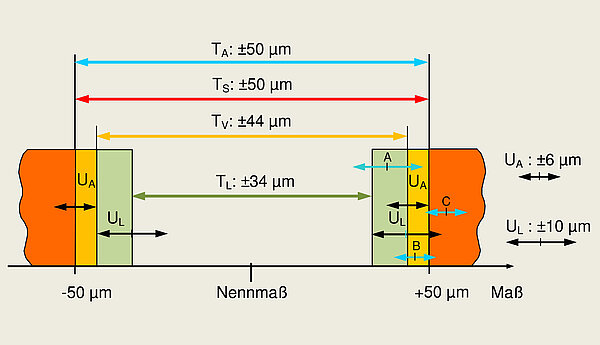
Grundsätzlich geht es bei der Überprüfung der Messprozesseignung um einen Vergleich der erzielbaren (merkmalsabhängigen) Messunsicherheit mit der ebenfalls merkmalsbezogenen Toleranz. Ein ähnliches Vorgehen wird in den oben schon erwähnten Werksnormen beschrieben. In VDI/VDE 2617 Blatt 8 werden speziell für Koordinatenmessgeräte Verfahren zur Messunsicherheitsbestimmung und zur Bewertung der Messprozesseignung erläutert und die drei Verfahren »Messunsicherheitsbudget«, »Simulation« und »Messen kalibrierter Werkstücke« unter dem Gesichtspunkt der Prüfprozesseignung (auch Messprozesseignung) beschrieben. Hierbei erfolgt im Grunde der Vergleich der Messunsicherheit mit der Merkmalstoleranz. Zur Gewährleistung der Messprozesseignung muss die Messunsicherheit deutlich kleiner sein als die jeweilige Maßtoleranz. Aus wirtschaftlichen Gründen wird häufig als Voraussetzung für die Eignung des Messprozesses ein Verhältnis von 1:10 gefordert. Bei Maßen mit sehr enger Toleranz müssen jedoch mitunter wegen der mangelnden Realisierbarkeit dieses Verhältnisses Abstriche akzeptiert und für manche Anforderungen auch schärfere Kriterien eingesetzt werden.
- Entwicklung
-
Geräte
- Koordinatenmessgeräte mit Kreuztisch
- Koordinatenmessgeräte mit Führungen in einer Ebene
- Koordinatenmessgeräte mit Portal
- Koordinatenmessgeräte mit Drehachsen
- Koordinatenmessgeräte für zweidimensionale Messungen
- Koordinatenmessgeräte mit Röntgentomografie
- Koordinatenmessgeräte für spezielle Anwendungen
- Sensoren
- Software
- Besonderheiten
- Genauigkeit
- Veröffentlichungen
- Literaturseite