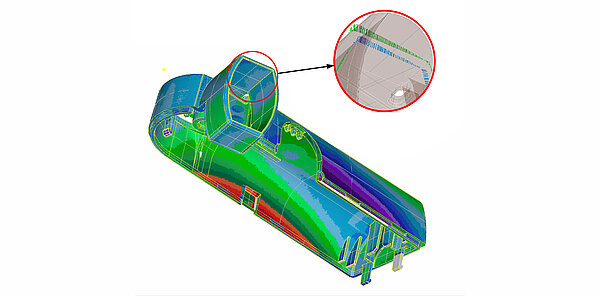
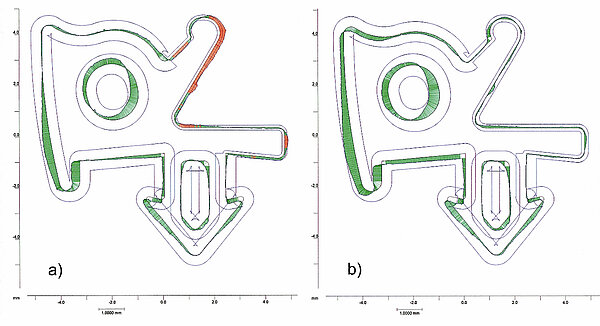
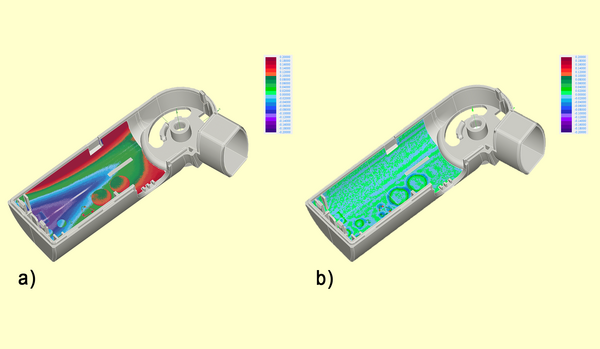
Um die Abweichung der Werkstückgeometrie gegenüber den Sollwerten zu veranschaulichen, ist ein Vergleich zu den CAD-Daten z. B. mit einer farbkodierten Darstellung der Abweichungen geeignet.
- Entwicklung
-
Geräte
- Koordinatenmessgeräte mit Kreuztisch
- Koordinatenmessgeräte mit Führungen in einer Ebene
- Koordinatenmessgeräte mit Portal
- Koordinatenmessgeräte mit Drehachsen
- Koordinatenmessgeräte für zweidimensionale Messungen
- Koordinatenmessgeräte mit Röntgentomografie
- Koordinatenmessgeräte für spezielle Anwendungen
- Sensoren
- Software
- Besonderheiten
- Genauigkeit
- Veröffentlichungen
- Literaturseite