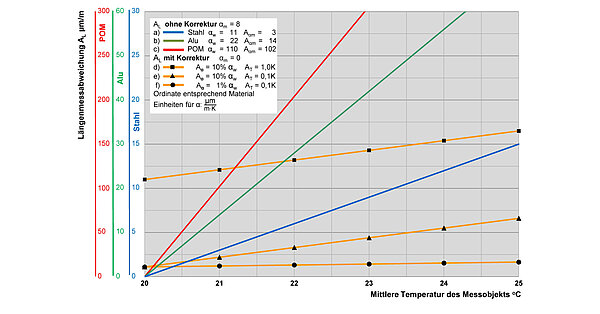
Bei größeren Werkstücken und höheren Genauigkeitsforderungen ist der Einfluss der Temperatur abzuschätzen bzw. zu korrigieren [13]. Liegt keine Temperaturkompensation vor, ist das Messen meist nur unter Messraumbedingungen sinnvoll. Das Abschätzen der Temperatureinflüsse durch den Anwender ist in diesem Zusammenhang besonders wichtig. Dabei sind die Einflussgrößen im Messgerät, besonders das Ausdehnungsverhalten der Maßstäbe, zu berücksichtigen. Diese sind dem Anwender in der Regel nicht exakt bekannt.
- Entwicklung
-
Geräte
- Koordinatenmessgeräte mit Kreuztisch
- Koordinatenmessgeräte mit Führungen in einer Ebene
- Koordinatenmessgeräte mit Portal
- Koordinatenmessgeräte mit Drehachsen
- Koordinatenmessgeräte für zweidimensionale Messungen
- Koordinatenmessgeräte mit Röntgentomografie
- Koordinatenmessgeräte für spezielle Anwendungen
- Sensoren
- Software
- Besonderheiten
- Genauigkeit
- Veröffentlichungen
- Literaturseite