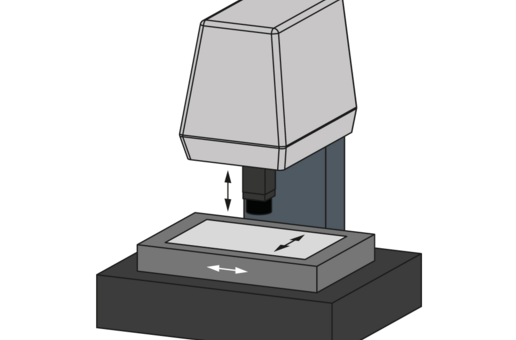
Koordinatenmessgeräte mit Kreuztisch
- Entwicklung
-
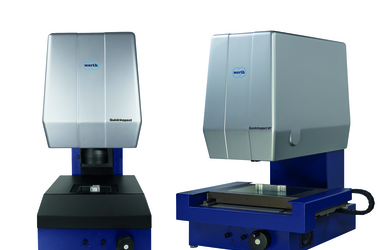
Geräte
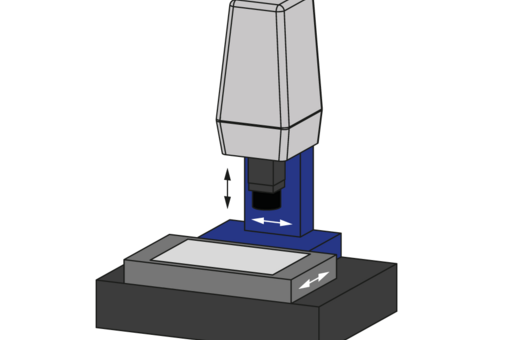
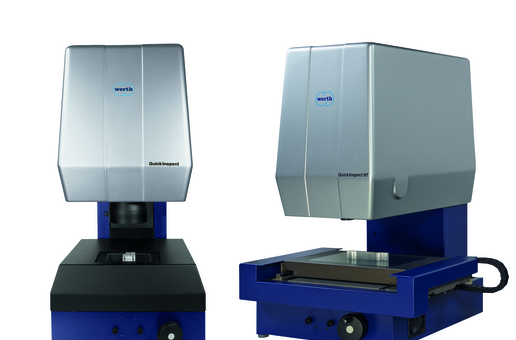
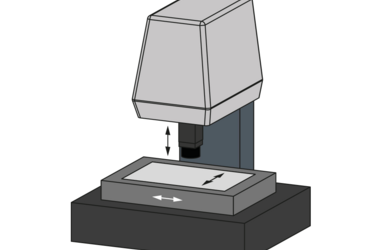
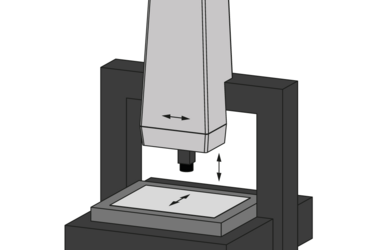
- Koordinatenmessgeräte mit Kreuztisch
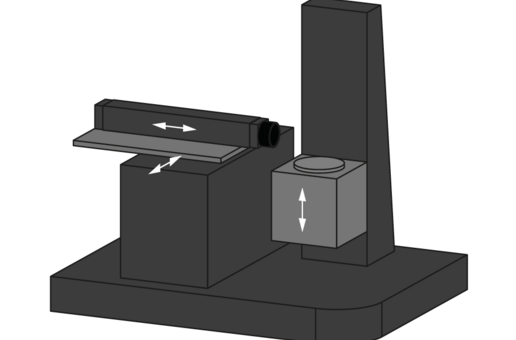
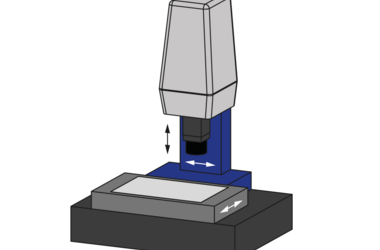
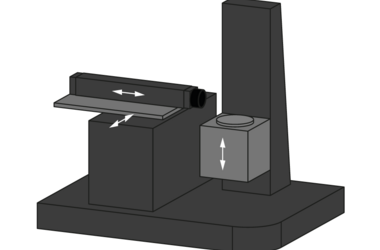
- Koordinatenmessgeräte mit Führungen in einer Ebene
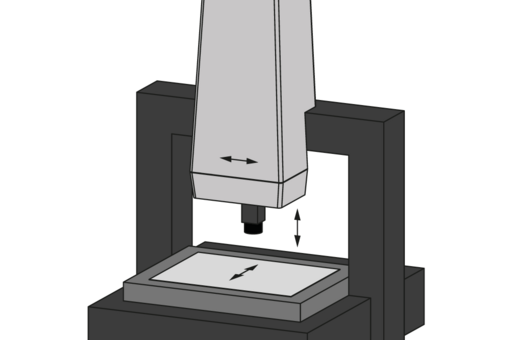
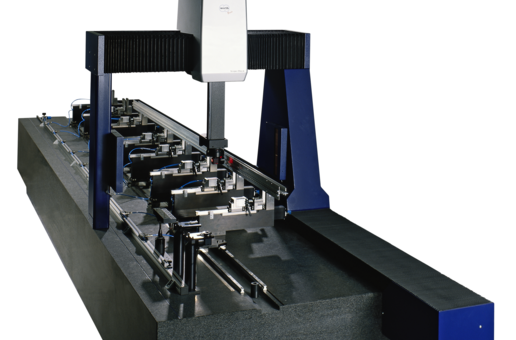
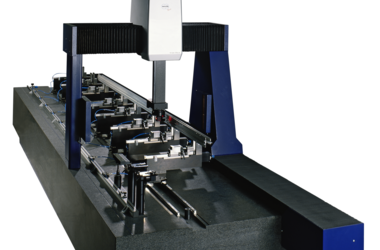
- Koordinatenmessgeräte mit Portal
- Koordinatenmessgeräte mit Drehachsen
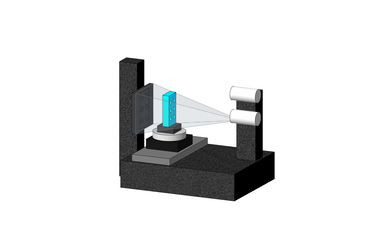
- Koordinatenmessgeräte für zweidimensionale Messungen
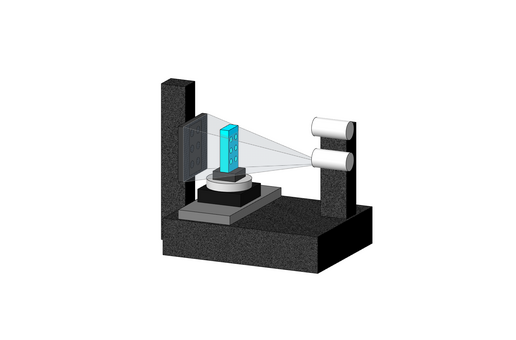
- Koordinatenmessgeräte mit Röntgentomografie
- Koordinatenmessgeräte für spezielle Anwendungen
- Sensoren
- Software
- Besonderheiten
- Genauigkeit
- Veröffentlichungen
- Literaturseite