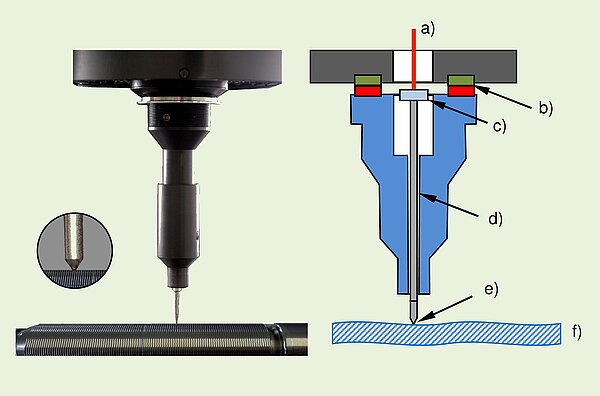
Der taktil-optische Kontursensor (WCP: Werth Contour Probe) kombiniert die von Konturmessgeräten bekannten Tastschnittnadeln mit einem Laserabstandssensor (WLP, s. S. 27 f. Lasertriangulations- sensoren) und der Bildverarbeitung. Mit diesem Kontursensor können Rauheits- und Konturmessungen mit hoher Genauigkeit im Koordinatenmessgerät durchgeführt werden. Wie Abbildung 35 zeigt, wird die Auslenkung der Tastschnittnadel mit dem sonst direkt für die Messung der Werkstückoberfläche eingesetzten Lasersensor gemessen. Ein Vorteil dieser Anordnung ist die Einhaltung des Komparatorprinzips.
- Entwicklung
-
Geräte
- Koordinatenmessgeräte mit Kreuztisch
- Koordinatenmessgeräte mit Führungen in einer Ebene
- Koordinatenmessgeräte mit Portal
- Koordinatenmessgeräte mit Drehachsen
- Koordinatenmessgeräte für zweidimensionale Messungen
- Koordinatenmessgeräte mit Röntgentomografie
- Koordinatenmessgeräte für spezielle Anwendungen
- Sensoren
- Software
- Besonderheiten
- Genauigkeit
- Veröffentlichungen
- Literaturseite